მაღალი ტენიანობის მასალის საშრობი სისტემა






მაღალი ტენიანობის მასალის საშრობი სისტემა
მასალის აღწერა
მეცხოველეობის სასუქის განკარგვის ყველაზე ტრადიციული გზაა სასოფლო-სამეურნეო სასუქის გაყიდვა დაბალ ფასად და უშუალოდ სასოფლო-სამეურნეო სასუქად გამოყენება, მისი ეკონომიკური ღირებულება არ არის ბოლომდე შესწავლილი და ათვისებული.ფაქტობრივად, ეს არის ძვირფასი საკვები და სასუქის რესურსები, თუ მისი განვითარება და გამოყენება შესაძლებელია, მას დიდი მნიშვნელობა ექნება ორგანული სასუქის წარმოებისთვის, მემცენარეობისა და მეცხოველეობის ინდუსტრიის განვითარებისთვის, სოფლის მეურნეობის წარმოებისა და შემოსავლის ხელშეწყობისთვის, ენერგიის დაზოგვისთვის და. დაბინძურებისგან თავისუფალი მწვანე საკვები, მწვანე სოფლის მეურნეობის განვითარება, გარემოს დაცვა და ადამიანების ჯანმრთელობა.
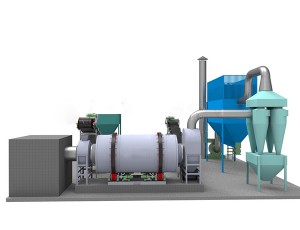
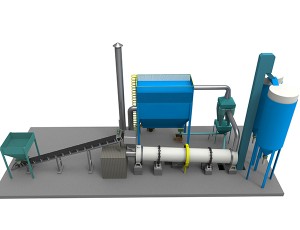
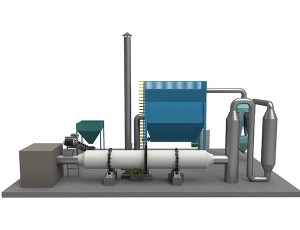
პროცესის ნაკადი
გაუწყლოებული მასალა გაფანტვის შემდეგ ხრახნიანი კონვეიერის მეშვეობით გადაიგზავნება საშრობის შესანახი თავში, შემდეგ კი ის გაიგზავნება საშრობის შიგნით უძრავი სპირალური დალუქვის მიმწოდებლის მეშვეობით (ჩვენი კომპანიის საპატენტო ტექნოლოგია) და გაივლის რამდენიმე გზას. საშრობში მოხვედრის შემდეგ სამუშაო ადგილები:
1. მასალის წამყვანი ზონა
მასალა ამ ზონაში მოხვედრის შემდეგ შევა კონტაქტში მაღალი ტემპერატურის უარყოფითი წნევის ჰაერთან და დიდი რაოდენობით წყალი სწრაფად აორთქლდება და მასალა არ შეიძლება ჩამოყალიბდეს წებოვან ნივთად დიდი სახელმძღვანელო კუთხით ამწევი ფირფიტის მორევით.
2. დასუფთავების ადგილი
მასალის ფარდა ჩამოყალიბდება, როდესაც ტალახი მაღლა აიწევს ამ ადგილას, და ეს გამოიწვევს მასალის ჩხვლეტას ცილინდრის კედელზე დაცემისას და ამ ადგილას დამონტაჟდება საწმენდი მოწყობილობა (ამწევი სტილის ამრევი ფირფიტა, X ტიპის მეორე დროის აღრევის ფირფიტა, დარტყმის ჯაჭვი, დარტყმის ფირფიტა), მასალა შეიძლება სწრაფად მოიხსნას ცილინდრის კედლიდან საწმენდი მოწყობილობით, და საწმენდ მოწყობილობას ასევე შეუძლია გაანადგუროს ერთმანეთთან შეკრული მასალები, რათა გაზარდოს სითბოს გაცვლის არეალი, გაზარდოს სითბოს გაცვლის დრო, თავიდან აიცილოთ ქარის გვირაბის ფენომენი, გააუმჯობესოთ გაშრობის სიჩქარე;
3. დახრილი ამწევი ფირფიტის არე
ეს არის დაბალი ტემპერატურის საშრობი ზონა, ამ უბნის ლორწო არის დაბალ ტენიან და ფხვიერ მდგომარეობაში და არ არის ადჰეზიის ფენომენი ამ ადგილას, მზა პროდუქტები აღწევს ტენიანობის მოთხოვნებს სითბოს გაცვლის შემდეგ და შემდეგ შედის საბოლოო გამონადენი ადგილი;
4. განმუხტვის ადგილი
საშრობის ცილინდრის ამ უბანზე არ არის ამრევი ფირფიტები და მასალა შემოვა გამონადენის პორტში.გაშრობის შემდეგ მასალა თანდათან იშლება და გამოიყოფა გამონადენი ბოლოდან, შემდეგ კი გადამყვანი ხელსაწყოთი იგზავნება დანიშნულ ადგილას, ხოლო კუდის გაზთან ერთად გამოყვანილი წვრილი მტვერი აგროვებს მტვრის შემგროვებელს.
ცხელი ჰაერი შედის საშრობ მანქანაში კვების ბოლოდან და ტემპერატურა თანდათან მცირდება მასალის კონვექციით სითბოს გადაცემის დროს, ხოლო წყლის ორთქლი ამოღებულია ინდუცირებული ვენტილატორის შეწოვის ქვეშ და დამუშავების შემდეგ გამოიყოფა ჰაერში. .
სისტემის უპირატესობები
მაღალი თერმული ეფექტურობა, დაბალი გაშრობის ღირებულება
ახალი შიდა სტრუქტურა და აძლიერებს გაფანტული მასალის გაწმენდას და სითბოს გამტარობას, აღმოფხვრის ლულის კორპუსის შიდა კედლის წებოვნების ფენომენს, უფრო ადაპტირებულია მასალის ტენიანობასთან და წებოვნებასთან, იზრდება სითბოს გაცვლის არეალი და გაშრობის ეფექტურობა.ოპერაციული პარამეტრები შეიძლება შეიცვალოს სხვადასხვა მასალის მიხედვით, ხოლო მასალის სითბოს გაცვლა საშრობში უფრო სრულად ხდება.
საიმედო სირბილი, კარგი სტაბილურობა
ახალი ტიპის კვების და განმუხტვის მოწყობილობამ ბოლო მოუღო დანამატის კვების, უწყვეტობის, არაერთგვაროვანი და მატერიალური დაბრუნების ფენომენს.„გამასწორებელი როლიკებით მოწყობილობა“ მიღებულია საშრობით, რაც აიძულებს ბუქსირსა და მოძრავ რგოლს ყოველთვის ხაზოვან კონტაქტს აწარმოოს და ეს მნიშვნელოვნად ამცირებს აბრაზიას და ენერგიის მოხმარებას. რეალიზებულია საშრობის „ნულოვანი ჰორიზონტალური ბიძგი“, რაც მნიშვნელოვნად ამცირებს. გადაცემათა კოლოფისა და დამხმარე ბორბლის აბრაზია, ცილინდრის მუშაობა უფრო სტაბილური და საიმედოა.
სითბოს წყაროს ფართო სპექტრის გამოყენება, გარემოს დაცვა და არადაბინძურება
ნახშირი, ნავთობი, ბუნებრივი აირი, თხევადი ნავთობის გაზი შეიძლება გამოყენებულ იქნას როგორც საწვავი.იგი განისაზღვრება მატერიალური მოთხოვნებისა და ადგილობრივი ბუნებრივი უპირატესობების მიხედვით, წარმოების ეფექტურობისა და ეკონომიკური სარგებლის გასაუმჯობესებლად.
ავტომატიზაციის მაღალი დონე, რეალურ დროში უსაფრთხოება
PLC ავტომატური კონტროლის სისტემა შეიძლება მიღებულ იქნას მთელ სისტემაში, სისტემა შეიცავს მოწინავე სატესტო მოწყობილობას: ტემპერატურის გაზომვა, ტემპერატურის რეგულირება (მისი რეგულირება ნებისმიერ დროს შესაძლებელია მასალის საჭიროებების მიხედვით), ავტომატური გაუმართაობის განგაშის ფუნქცია, ავტომატური გამორთვის დაცვა და ა.შ.
Ტექნიკური პარამეტრები
| მოდელი | ცილინდრის დიამეტრი (მმ) | ცილინდრის სიგრძე (მმ) | ცილინდრის მოცულობა (მ3) | ცილინდრის ბრუნვის სიჩქარე (რ/წთ) | სიმძლავრე (კვტ) | წონა (ტ) |
| VS 0.6x5.8 | 600 | 5800 | 1.7 | 1-8 | 3 | 2.9 |
| VS 0.8x8 | 800 | 8000 | 4 | 1-8 | 4 | 3.5 |
| VS 1x10 | 1000 | 10000 | 7.9 | 1-8 | 5.5 | 6.8 |
| VS 1.2x5.8 | 1200 | 5800 | 6.8 | 1-6 | 5.5 | 6.7 |
| VS 1.2x8 | 1200 | 8000 | 9 | 1-6 | 5.5 | 8.5 |
| VS 1.2x10 | 1200 | 10000 | 11 | 1-6 | 7.5 | 10.7 |
| VS 1.2x11.8 | 1200 | 11800 წ | 13 | 1-6 | 7.5 | 12.3 |
| VS 1.5x8 | 1500 | 8000 | 14 | 1-5 | 11 | 14.8 |
| VS 1.5x10 | 1500 | 10000 | 17.7 | 1-5 | 11 | 16 |
| VS 1.5x11.8 | 1500 | 11800 წ | 21 | 1-5 | 15 | 17.5 |
| VS 1.5x15 | 1500 | 15000 | 26.5 | 1-5 | 15 | 19.2 |
| VS 1.8x10 | 1800 წ | 10000 | 25.5 | 1-5 | 15 | 18.1 |
| VS 1.8x11.8 | 1800 წ | 11800 წ | 30 | 1-5 | 18.5 | 20.7 |
| VS 1.8x15 | 1800 წ | 15000 | 38 | 1-5 | 18.5 | 26.3 |
| VS 1.8x18 | 1800 წ | 18000 | 45.8 | 1-5 | 22 | 31.2 |
| VS 2x11.8 | 2000 წ | 11800 წ | 37 | 1-4 | 18.5 | 28.2 |
| VS 2x15 | 2000 წ | 15000 | 47 | 1-4 | 22 | 33.2 |
| VS 2x18 | 2000 წ | 18000 | 56.5 | 1-4 | 22 | 39.7 |
| VS 2x20 | 2000 წ | 20000 | 62.8 | 1-4 | 22 | 44.9 |
| VS 2.2x11.8 | 2200 | 11800 წ | 44.8 | 1-4 | 22 | 30.5 |
| VS 2.2x15 | 2200 | 15000 | 53 | 1-4 | 30 | 36.2 |
| VS 2.2x18 | 2200 | 18000 | 68 | 1-4 | 30 | 43.3 |
| VS 2.2x20 | 2200 | 20000 | 76 | 1-4 | 30 | 48.8 |
| VS 2.4x15 | 2400 | 15000 | 68 | 1-4 | 30 | 43.7 |
| VS 2.4x18 | 2400 | 18000 | 81 | 1-4 | 37 | 53 |
| VS 2.4x20 | 2400 | 20000 | 91 | 1-4 | 37 | 60.5 |
| VS 2.4x23.6 | 2400 | 23600 | 109 | 1-4 | 45 | 69.8 |
| VS 2.8x18 | 2800 | 18000 | 111 | 1-3 | 45 | 62 |
| VS 2.8x20 | 2800 | 20000 | 123 | 1-3 | 55 | 65 |
| VS 2.8x23.6 | 2800 | 23600 | 148 | 1-3 | 55 | 70 |
| VS 2.8x28 | 2800 | 28000 | 172 | 1-3 | 75 | 75 |
| VS 3x20 | 3000 | 20000 | 141 | 1-3 | 55 | 75 |
| VS 3x23.6 | 3000 | 23600 | 170 | 1-3 | 75 | 85 |
| VS 3x28 | 3000 | 28000 | 198 | 1-3 | 90 | 91 |
| VS 3.2x23.6 | 3200 | 23600 | 193 | 1-3 | 90 | 112 |
| VS 3.2x32 | 3200 | 32000 | 257 | 1-3 | 110 | 129 |
| VS 3.6x36 | 3600 | 36000 | 366 | 1-3 | 132 | 164 |
| VS 3.8x36 | 3800 | 36000 | 408 | 1-3 | 160 | 187 |
| VS 4x36 | 4000 | 36000 | 452 | 1-3 | 160 | 195 |
სამუშაო საიტების სურათები