
Planta de producció de pols de guix natural









Planta de producció de pols de guix natural
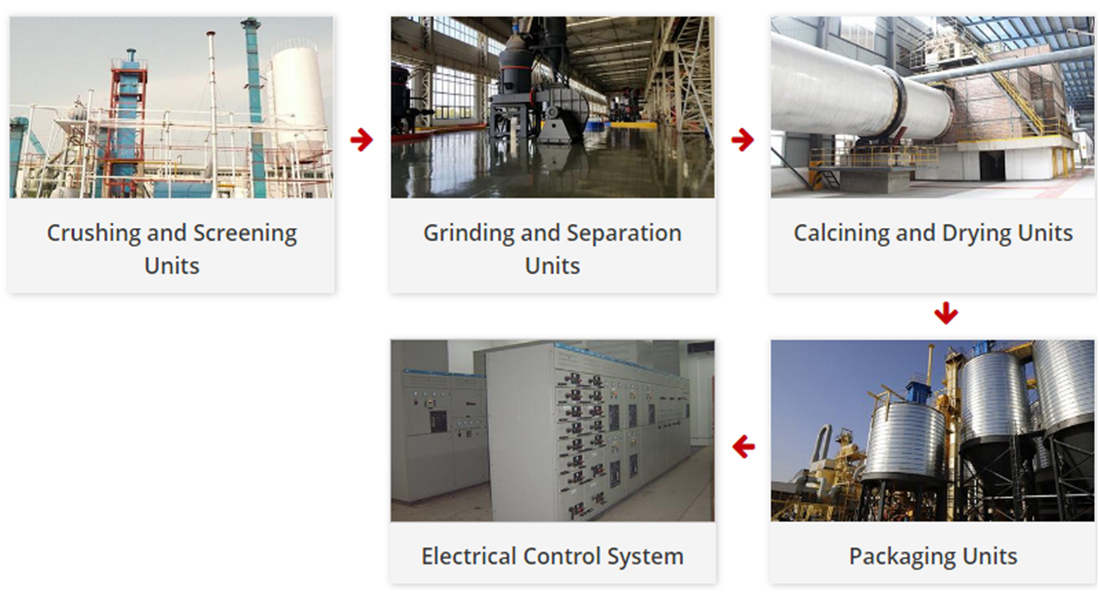
Procés de producció
Es fan múltiples processos en la producció de la planta.En primer lloc, els minerals de guix es trituren, es transporten i s'emmagatzemen al contenidor de matèries primeres, i després els minerals de guix triturats es trituren en pols amb la finesa requerida pel molí de raymond, i la pols de guix es transporta a la secció de calcinació mitjançant un dispositiu d'alimentació de mesura per obtenir calcinat, i el guix calcinat es modifica per la mòlta i es refreda mitjançant un dispositiu de refrigeració.Finalment, el guix acabat es transporta per a l'emmagatzematge.
La planta consta d'aquestes seccions/unitats
Paràmetres de consum de material
| Tones/Any | Tones/Hora | Consum de mineral (tones/any) |
| 20000 | 2,78 | 24000 |
| 30000 | 4.12 | 36000 |
| 40000 | 5,56 | 48000 |
| 60000 | 8.24 | 72000 |
| 80000 | 11.11 | 96000 |
| 100.000 | 13.88 | 120000 |
| 150000 | 20.83 | 180000 |
| 200000 | 27.78 | 240000 |
| 300000 | 41,66 | 360000 |
Avantatge
1. L'alimentador del molí adopta una cinta transportadora de conversió de freqüència, la seva velocitat de funcionament està relacionada amb el corrent elèctric del molí i la funció d'alimentació automàtica es pot realitzar mitjançant el control integrat PLC.En comparació amb l'alimentador de vibració electromagnètica tradicional, l'alimentador té les característiques d'una llarga vida útil i una alimentació estable.L'eliminador de ferro d'imant permanent es col·loca a la part superior de la cinta transportadora, cosa que pot evitar eficaçment que els productes de ferro entrin al molí i causin danys al molí;
2.La pols recollida pel filtre de bosses del molí es transporta directament al sistema mitjançant un transportador de cargol especial per reduir la intensitat dels treballadors;
3.Una safata d'amortiment de pols de guix s'estableix entre la mòlta i la calcinació, que té dues funcions.En primer lloc, té la funció d'estabilitzar el material.La pols de guix es pot emmagatzemar temporalment aquí abans d'entrar al forn de llit fluiditzat.Quan la descàrrega frontal és inestable, l'alimentació estable del forn de llit fluiditzat no es veurà afectada.En segon lloc, té la funció d'emmagatzematge.L'estabilitat de calcinació de la pols de guix depèn del subministrament estable de materials i del subministrament de calor estable, i s'ha d'evitar en la mesura del possible la interrupció del procés de producció, ja que hi ha alguns defectes de qualitat en la pols de guix abans de l'inici i després de l'aturada.Si no hi ha aquesta sitja, l'equip de la part frontal s'aturarà quan hi hagi un problema i la qualitat de calcinació de la pols de guix no serà estable quan el subministrament a la part frontal sigui inestable;
4.El transportador d'alimentació davant del forn de llit fluiditzat adopta equips de transport de mesura.Canviant el mode de transport de conversió de freqüència tradicional, les funcions d'alimentació precisa i capacitat de producció clara es poden realitzar mitjançant el transport de mesura;
5.El forn de llit fluiditzat d'aire calent s'utilitza a l'equip de calcinació, i hem fet algunes millores d'aquesta base:
a.Augmentar l'espai intern del forn de llit fluiditzat, allargar el temps de residència de la pols de guix a l'interior, fer que la calcinació sigui més uniforme;
b.El procés d'instal·lació del tub d'intercanvi de calor desenvolupat de manera independent per la nostra empresa pot evitar eficaçment el trencament de la carcassa del forn de llit fluiditzat causat per l'expansió tèrmica i la contracció en fred;
c.La cambra de pols a la part superior del forn de llit fluiditzat s'incrementa i el dispositiu de recollida de pols prèvia està dissenyat a la sortida per reduir la descàrrega de pols de guix i augmentar l'eficiència de producció del forn de llit fluiditzat;
d.S'afegeix un intercanviador de calor de recuperació de calor residual entre el ventilador d'arrel inferior i la canonada de connexió del forn de llit fluiditzat.L'aire de temperatura normal s'escalfa primer per l'intercanviador de calor, i després s'afegeix al forn de llit fluiditzat, per augmentar l'eficiència tèrmica del forn de llit fluiditzat;
e.S'instal·la un equip especial de transport de pols.Quan cal netejar l'interior del forn de llit fluiditzat i el refrigerador, la pols es transporta primer a la paperera a través de l'equip de transport per aconseguir un entorn de treball net.
6. S'estableix el refrigerador especial per a la pols de guix i el refrigerador de la pols de guix es posa a la part posterior del forn de llit fluiditzat, que pot reduir eficaçment la temperatura de la pols de guix abans d'entrar a la sitja, evitant la calcinació secundària de la pols de guix. la sitja i garanteix eficaçment la qualitat de la pols de guix;
7. La secció d'emmagatzematge del producte acabat té expansibilitat.Els clients poden afegir la paperera de pols de guix en aquesta secció.Quan apareix una pols no qualificada durant l'inici i l'apagada, la pols no qualificada es pot transportar directament a la paperera mitjançant el control centralitzat del PLC.La pols de guix a la paperera es pot transportar al sistema en una petita quantitat en el procés de producció normal de plaques de guix;
8. Equip bàsic Utilitzem fabricants internacionals famosos com a socis, PLC utilitza la marca Siemens i el cremador utilitza la marca alemanya Weso;
9. La nostra empresa compta amb un equip de disseny de primera classe, un equip de processament de primera classe, un equip d'instal·lació i depuració de primera classe, equips de primera classe.És la garantia necessària perquè els clients aconsegueixin productes qualificats i estables.
Característiques de la nostra planta de guix natural
1. Es desplega un sistema d'estabilització de suplements de material per aconseguir un suplement estable de la caldera de combustió de llit fluiditzat i per estabilitzar el suplement de material i la calefacció.El sistema d'estabilització de suplements de material consisteix en un contenidor d'estabilització de suplements de material i un dispositiu de transport (cargol dosificador o pesadora de cinta).
2. El sistema de calcinació aplica el procés de calcinació del forn d'ebullició d'aire calent per dur a terme una calcinació uniforme sobre el material de guix.
3. Dispositiu de refrigeració afegit per refredar el guix calcinat abans que entri a la sitja, per evitar que el guix es deteriori causat per la sobretemperatura.
4. Sistema de rotació de sitja: els materials en diferents períodes de temps presenten una qualitat diferent, per tant, els productes fets amb ells presenten una qualitat diferent.El sistema de rotació de la sitja pot barrejar uniformement materials nous i antics, fer que els productes comparteixin la mateixa qualitat.A més, el sistema evita el deteriorament del sobreescalfament causat per la calor generada per l'acumulació de pols.
5. El sistema d'eliminació de pols aplica un col·lector de pols tipus bossa, per garantir que la pols generada durant els processos de pre-assecat, transport, mòlta, calcinació i envelliment es netegen abans de descarregar-se a l'exterior, per complir els requisits ambientals de treball.
6. S'aplica un sistema de control distribuït, per fer un control centralitzat en dispositius distribuïts.
Paràmetres de productes de guix
1.Finessa: malla ≥100;
2.Força de flexió (que té una relació directa amb la matèria primera): ≥1.8Mpa;La força de l'antipressió: ≥3.0Mpa;
3.Contingut principal: Hemihidrat: ≥80% (ajustable);Guix <5% (ajustable);Anhidre soluble <5% (ajustable).
4. El temps de configuració inicial: 3-8min (ajustable);Temps de configuració final: 6 ~ 15 min (ajustable)
5. consistència: 65% ~ 75% (ajustable)
